

























Torque tightening is a simple and quick method of tightening bolts, but the tension resulting from torque tightening depends on the coefficient of friction involved in tightening.
Friction is a difficult phenomenon to evaluate and quantify, so the accuracy of theclamping force in tension corresponding to the applied torque is relatively approximate unless tedious experimental designs are performed on identical conditions.
Torque and Angle tightening is an industrial tightening technique that reduces the uncertainty associated with the coefficient of friction by acting on the elongation of the bolt during tightening to directly control the applied tension.
Knowing the thread pitch, it is easy to calculate the angle the nut or screw must turn to give the desired tension and have better tightening control.

As the name suggests, this tightening procedure involves applying tightening in 2 steps: a docking torque and then rotating the bolt by a set angle.
You therefore need a torque tightening tool whose setting will make it easy to perform the first stage, and capable of performing the required angle of rotation afterwards (a stage which may require a significant increase in torque).
.
For the completion of the angle step, the final torque achieved by the tool may differ from one bolt to another, so the angle must be controlled and the tightening torque no longer driven.

HYTORC electronic screwdrivers incorporate an angle sensor which tells the screwdriver when to stop turning the nut or screw head to finalize the set tightening.
The software on HYTORC electric screwdrivers includes the Torque and Angle tightening function by default.
The operator sets the two values himself: torque in N.m and Angle in Degrees (or other units).
The HYTORC electronic torque screwdriver applies the set docking torque, then starts measuring rotation as it continues tightening, stopping as soon as the set angle is reached.
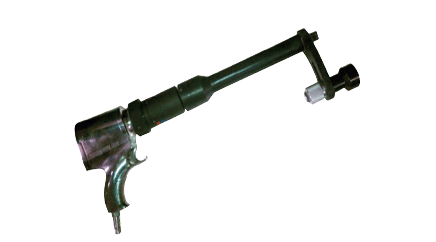
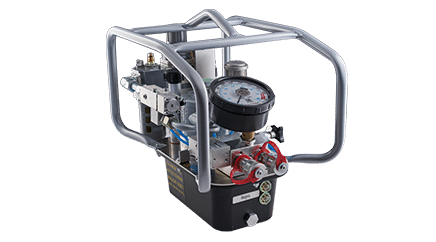
HYTORC Torque Tightening with hydraulic wrenches s involves tightening control performed from the hydraulic pump.
To be able to control tightening from angle data, the pump must integrate this functionality (or be updated to do so) and equip the hydraulic wrench with an angle sensor that will send the information back to the pump.
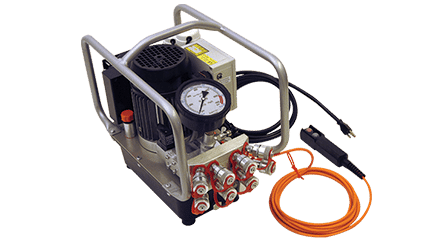
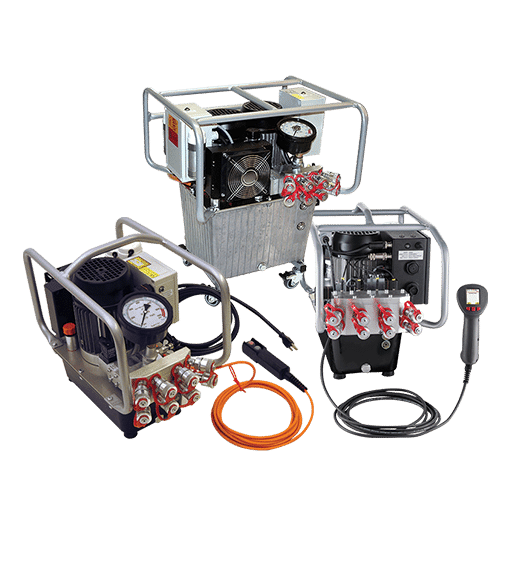
Torque tightening and angular tightening are carried out in the same way: the pump makes a docking torque tightening by sending the corresponding pressure level, then starts measuring the angle by increasing the pressure as it goes along, stopping as soon as the angle is reached.
For traceability, it is possible with data-logging pumps to know the torque reached at the moment of stopping and study the different torque values obtained from one bolt to another to detect forgotten lubrication, material defects, or problems with damaged threads…

When tightening to torque, the nut or screw is driven in rotation by the tool and this movement generates friction.
When tightening screws, this friction occurs in the thread where the screw is housed and also under the screw head. When tightening a nut, this friction occurs in its tapping and at the level of its bearing face.
It’s advisable to use a nut that’s been tightened for a long time.
It is advisable to grease these areas of friction to limit the loss of force they generate, so that less torque is needed to apply the same tension in the bolts.
The type of grease or lubricant used and the way it is applied influence the coefficient of friction, which gives the relationship between torque and tension.
The most effective way of controlling the tension applied is to measure the elongation of the bolt, and this value can be given by the angle of rotation performed by simply knowing the thread pitch.